How a Wide Abrasive Belt Is Actually Made
Two abrasive belts that look identical can perform completely differently on the same machine, on the same workpiece, in the same hour.
One runs smooth, holds its cut, leaves a consistent finish, and lasts the expected number of square metres. The other vibrates, leaves a faint repeating mark across the workpiece, loses its cutting action early, and frays at the joint within a quarter of its expected life.
The difference is rarely the abrasive grain. It's how the belt was made.
This article explains how a wide abrasive belt is actually converted — from a roll of abrasive cloth to a finished, machine-ready belt — and why each step changes how the belt performs in production. It is written for buyers who specify belts for industrial machines and want to understand what they are paying for.
---
What a Wide Abrasive Belt Is Made Of
A wide abrasive belt is a precision composite of three layers, bonded and finished to specification.
The backing is the structural layer. It is typically a woven cotton or polyester cloth, available in several weights — light X-weight for flexible applications, heavy Y-weight or J-weight for stiff calibrating belts. Polyester film backings exist for very fine finish work where minimal stretch matters. The backing carries the load of every contact between belt and workpiece, and its weight directly affects how the belt tracks on the machine.
The bond coat is the adhesive layer that fixes the abrasive grain to the backing. It is applied in two passes — the make coat that holds the grain in position, and the size coat that locks the grain in place after orientation. The chemistry of the bond coat determines how the belt performs under heat, how it resists loading, and how long it holds its cutting edge.
The abrasive grain is the working surface. Four grain types dominate industrial wide belts: aluminium oxide for general work, zirconia alumina for heavy stock removal, ceramic alumina for high-pressure or production-line use, and silicon carbide for finishing and non-ferrous metals. Within each grain type, particle size is graded by international standards — FEPA P-grading for European belts, ANSI for North American — and tightly controlled.
When the cloth arrives at a converter, it is a long roll of fully bonded abrasive material. The conversion process turns that roll into a belt that fits a specific machine and performs to specification.
---
The Conversion Process
Converting a wide abrasive belt is a sequence of five operations. Each one introduces possibilities for error that show up later as performance problems.
1. Cutting
The roll is unwound and cut to length, with the belt width determined either by the original roll width or by lengthwise slitting to a narrower spec. Cutting tolerance matters: a belt cut 2 mm short of its specified length will run loose on the machine; a belt cut 2 mm long will overstretch the tracking system. Tolerances on a properly converted belt should be ±1 mm on length, ±0.5 mm on width.
For the cutting itself, the cloth grain direction must be respected. Most abrasive cloth has a working direction marked by an arrow printed on the backing. Cutting against the grain reduces flexibility and shortens belt life.
2. Beveling
Before the two ends of the belt can be joined, each end is beveled to a precise angle. The bevel is what allows the two ends to overlap with the same total thickness as the rest of the belt. A correctly beveled joint is invisible to the machine. A poorly beveled joint produces a bump that the operator feels as vibration and the workpiece records as a repeating mark.
The bevel angle depends on the belt thickness and the joint type. Typical angles are between 60 and 75 degrees, ground or skived to a tolerance of fractions of a millimetre. The bevel must be perpendicular to the belt width — any angular error produces a joint that tracks unevenly.
3. Joining
The two beveled ends are bonded together. Three joint configurations are standard in wide belt conversion:
Butt joint. The two ends meet edge-to-edge with no overlap, reinforced by a backing tape applied to the back of the belt. Used when belt thickness must remain absolutely constant — typical for high-grit finishing belts and veneer work.
Lap joint. The two beveled ends overlap, with the bevel angles meeting flush. This is the most common joint for general-purpose wide belts because it combines strength and consistency. The overlap zone is bonded with an adhesive matched to the belt's thermal and flex characteristics.
Angled (diagonal) joint. The joint runs at an angle across the belt width rather than perpendicular. Angled joints distribute the contact event across more of the belt's working surface, which reduces vibration on high-speed machines and produces a quieter cut. They are specified for fast lines, sensitive workpieces, and applications where joint marks must be minimised.
Joint selection is not just a function of the belt — it depends on the machine's contact roller diameter, line speed, and the surface tolerance the application requires. A correctly specified joint matches the machine; an incorrectly specified joint compromises the workpiece regardless of how good the abrasive grain is.
4. Bonding and Curing
The joint adhesive is applied and cured under controlled heat and pressure. Cure parameters depend on the adhesive chemistry, the cloth backing, and the abrasive type. Under-curing produces a weak joint that fails early under load. Over-curing makes the joint brittle and prone to crack propagation.
A properly cured joint has the same flexibility, the same thickness, and the same surface profile as the rest of the belt. It should be detectable only by inspection, not by feel.
5. Inspection and Documentation
Every finished belt is inspected before shipping. Inspection checks the joint integrity, the dimensional accuracy of the cut, the consistency of the abrasive coating, and the direction marking on the backing.
The belt is then labelled with its specification — grain type, grit, backing weight, joint type, dimensions, and batch reference. The label is what allows a customer to reorder the exact same belt months later with confidence that the next batch will perform identically.
---
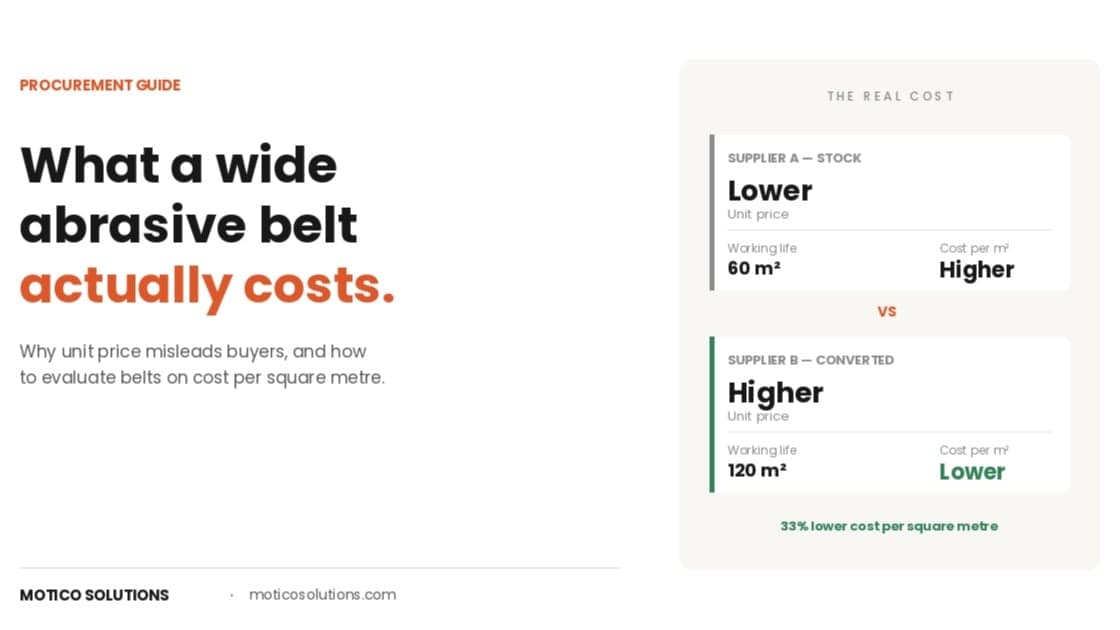
Why "Custom-Spec" Matters More Than Buyers Realise
Most stock abrasive belt catalogues list belts in fixed widths and lengths matched to the most common wide belt sander models — typically 1,100, 1,300, and 1,600 mm widths. These work for shops that operate exactly those machines on exactly the applications the manufacturer planned for.
In practice, fewer shops run standard configurations than buyers assume. Production machines are often older than their nominal spec sheets, modified for specific workpieces, or running at non-standard speeds. A 1,300 mm machine might actually require a 1,310 mm belt because the tensioning system has been adjusted over years of use. A calibrating line running pine in winter needs a different joint configuration than the same line running oak in summer.
When a stock belt is forced onto a non-standard machine, three things happen:
The belt tracks incorrectly, producing edge wear and uneven cut depth across the workpiece width.
The joint is wrong for the machine's contact pattern, producing the repeating mark that operators notice as "lines" in the finished surface.
Belt life drops well below the expected square metres, because the belt is operating outside its designed tension and thermal profile.
Converted-to-specification belts solve all three by matching the belt to the machine rather than expecting the machine to accept whatever stock allows. The cost difference per belt is small. The cost difference in surface quality, rework rates, and belt consumption per finished workpiece is substantial.
---
What to Expect From a Wide Belt Converter
When a buyer specifies a converted belt, they should expect documentation as part of the deliverable. A properly converted belt ships with:
- Confirmed dimensions (length and width, with tolerance noted)
- Grain type and grit, with the manufacturer source named
- Backing weight and material
- Joint type and direction
- Batch reference for future reorders
This is the documentation standard Motico Solutions supplies on every wide belt converted in our Beirut facility.
---
How Motico Solutions Converts
Motico Solutions converts wide abrasive belts on premium German cloth (Hermes Schleifmittel) to exact specifications for industrial customers across Lebanon and the broader MENA region.
Standard conversion capabilities:
- Widths: 600 mm to 2,600 mm
- Lengths: 800 mm to 7,500 mm
- Grain types: zirconia alumina, ceramic alumina, aluminium oxide, silicon carbide
- Joint types: butt, lap, and angled, matched to machine specification
For technical advice on belt selection, or to discuss conversion requirements for your machines, contact Motico Solutions.
---
Motico Solutions is Lebanon's specialist wide abrasive belt converter, serving furniture manufacturers, joinery shops, sawmills, and metal fabricators across Lebanon, GCC, and MENA.
Need Expert Advice?
Our technical team is ready to help you find the right solutions for your application.
Contact Us