Wide Belt Grit Selection for Stainless Steel | Motico Solutions
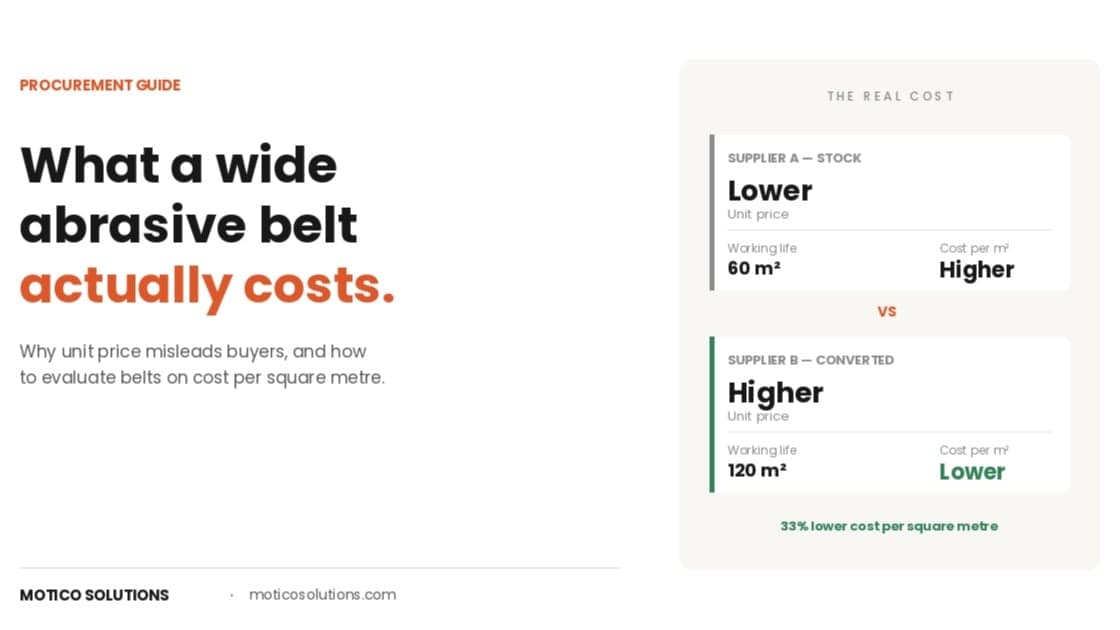
If a stainless steel tank ships to a customer and comes back two weeks later with visible streaks, an uneven satin finish, and faint rust near a weld — the cause is almost always the abrasive grit and grain combination, selected once for a different application and now used by default on every stainless job. At Motico Solutions, this is the most common technical problem we help fabricators diagnose.
Wide abrasive belt selection for stainless steel is a discipline distinct from wood or carbon steel work. The wrong grit causes contamination. The wrong grain causes heat damage. The wrong joint produces visible marks across the workpiece.
This article is a practical guide to selecting wide abrasive belt grit for stainless steel applications. It explains how grit progression works on stainless, why grain choice matters more here than anywhere else, and how to match belt specifications to the finish standard your customers actually require. The content reflects how Motico Solutions approaches stainless belt conversion for fabricators across Lebanon and the MENA region.
Why Stainless Steel Needs a Different Approach to Belt Selection
Stainless steel responds to abrasives in ways carbon steel and wood do not. Three factors change the rules.
Heat sensitivity. Stainless steel conducts heat poorly. Aggressive grits or excessive pressure cause local heat build-up that discolours the surface, distorts the workpiece, and damages the passive chromium oxide layer that gives stainless its corrosion resistance. A burned stainless surface is permanently compromised, even if the discolouration is polished away.
Surface finish standards. Carbon steel work is judged by visual smoothness. Wood is judged by feel and stain acceptance. Stainless is increasingly judged by measured surface roughness — typically Ra (average roughness) in micrometres. Food and pharma standards specify maximum Ra values that have to be hit consistently across the workpiece. Hitting these values requires a grit progression matched to the target.
Contamination risk. Stainless steel is uniquely vulnerable to iron contamination from carbon steel abrasive products. Any belt that has touched carbon steel will deposit iron particles into the stainless surface, where they oxidise and produce rust spots. Stainless work requires dedicated belts that have never touched anything else.
These three factors mean stainless belt selection is not just about the grit number. The grain type, the heat behaviour, and the contamination history of the belt all matter.
Grit Progression for Stainless Steel Finishing
Stainless steel finishing is a progression, not a single decision. The grit on the calibrating belt determines what the next belt has to work with. Skipping stages leaves scratches that the finer belts cannot remove, and the scratches reappear the moment the surface is buffed or passivated.
A typical progression for stainless steel sheet, plate, or fabricated workpieces:
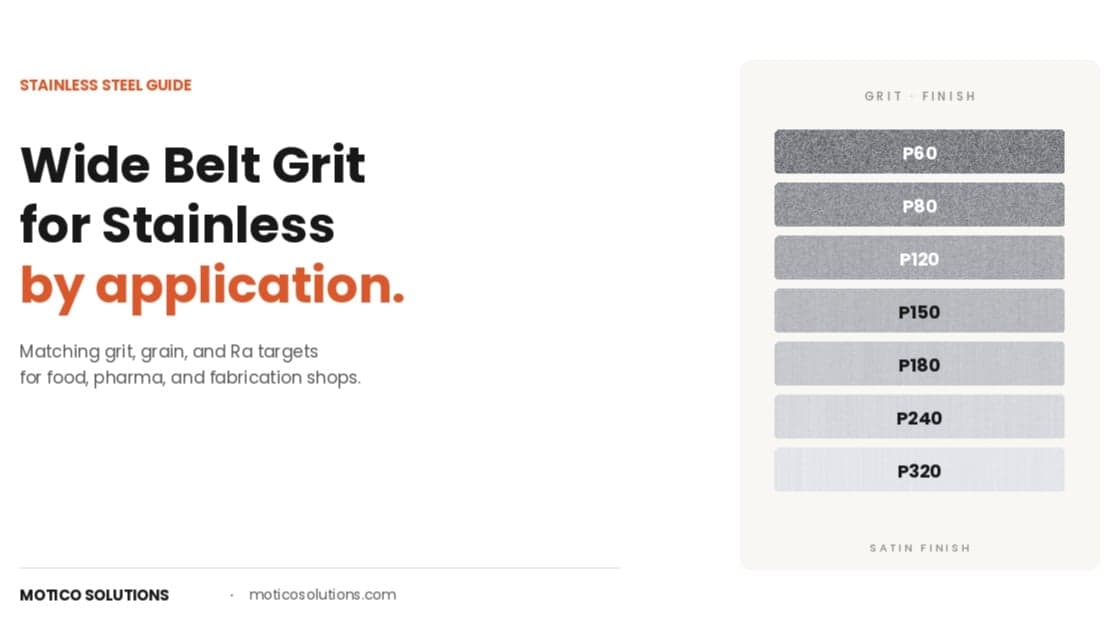
StageGritPurposeRa targetInitial dressingP40–P60Heavy stock removal, weld levelling—Coarse sandingP80–P120Removing the scratches from the dressing belt1.5–2.5 µmIntermediateP150–P180Preparing for the finishing stage0.8–1.5 µmSatin finishP220–P240Final commercial satin appearance0.4–0.8 µmFine satin / pre-polishP320–P400For mirror polish preparation or pharma-grade0.2–0.4 µm
The Ra values above are typical commercial targets. Food contact surfaces usually require Ra ≤ 0.8 µm, pharmaceutical equipment commonly specifies Ra ≤ 0.4 µm, and mirror finishes require subsequent buffing operations beyond what belts alone deliver.
Grain Selection for Stainless Steel Applications
The grain matters more on stainless than on most materials. Three grains dominate stainless belt selection.
Zirconia alumina is the workhorse for initial dressing and coarse sanding on stainless. The grain self-sharpens as it wears, which keeps the cut aggressive without requiring excessive pressure. Excessive pressure causes heat. Zirconia's self-sharpening behaviour reduces the pressure required for stock removal, which reduces heat build-up in the workpiece. This is why zirconia is the preferred grain for stainless plate dressing, weld levelling, and heavy material removal stages.
Ceramic alumina is the production-line choice. Ceramic grain cuts cooler than zirconia at the same grit number and lasts substantially longer in continuous service. The price per belt is higher, but cost per square metre of finished surface is typically lower in production environments. Ceramic is specified for high-volume stainless work — kitchen equipment manufacturers, large tank fabricators, food processing equipment producers — where belt change frequency is itself a production cost.
Aluminium oxide has a role on stainless in the intermediate and satin finishing stages, where stock removal is no longer the priority. P150 to P240 aluminium oxide belts produce reliable commercial satin finishes on stainless sheet and tubing. Below P150, aluminium oxide loads quickly with stainless particles and loses cutting action.
Silicon carbide is rarely the right choice for stainless steel. Its sharper but more brittle grain breaks down faster than alumina-based grains on stainless, and it is more typically used for non-ferrous metals (aluminium, brass, copper) and stone.
How Motico Solutions Approaches Stainless Steel Belt Conversion
Different stainless steel applications have different requirements. The same belt is not optimal for every job. The Motico Solutions belt range is built around the four most common stainless applications in the region.
Sheet and Plate Finishing
Producing a uniform satin finish across large stainless sheets requires a consistent grit progression. The most common sequence is P80 → P120 → P180 → P240 zirconia or ceramic, with the final pass producing the No. 4 commercial satin finish used for architectural panels, kitchen splashbacks, and elevator interiors.
For mirror-finish sheet (No. 8 finish), the belt sequence extends to P320 → P400 → P600, after which buffing wheels and polishing compounds take over.
Tank and Vessel Fabrication
Welded tanks for food, beverage, dairy, and pharmaceutical industries require both weld removal and full-surface finishing. The challenge is that welds and parent material respond differently to abrasives — welds are harder and require aggressive grits, but the surrounding stainless needs gentler treatment to avoid heat damage.
A typical tank workflow uses P60 zirconia for weld dressing on a longitudinal grinder, then transitions to P120, P180, and P240 wide belts on the surrounding surface, with careful blending at the weld boundary. Motico Solutions converts each stage to the exact dimensions of the customer's machine.
Pipe and Tube Finishing
Round stainless pipe for railing, balustrade, and decorative applications uses centreless grinding belts or longitudinal grinders with shaped contact wheels. Grit progression is similar to sheet finishing but the belt geometry differs — typically narrower belts (50 mm to 150 mm) at the same grit sequence.
Pharmaceutical and Food Equipment Surfaces
Surfaces in contact with pharmaceuticals or food require a finish standard that prevents bacterial adhesion. This typically means Ra ≤ 0.4 µm on contact surfaces, achieved through a P240 or P320 fine belt followed by electropolishing or mechanical polishing.
Belts used on these surfaces should be marked and stored separately from belts used on industrial stainless work, to prevent cross-contamination.
Common Mistakes in Stainless Belt Selection
A few mistakes show up repeatedly in stainless fabrication shops.
Using the same belts on stainless and carbon steel. This is the most common cause of post-finishing rust. A belt that has touched carbon steel carries iron particles that embed into the stainless surface during the next job. Stainless work requires dedicated belts, marked and stored separately.
Skipping grit stages to save time. Jumping from P80 directly to P180 leaves scratches that the finer belt physically cannot remove. The scratches stay invisible until the surface is buffed, polished, or passivated — then they reappear as streaks, marks, or finish irregularities.
Using aluminium oxide for heavy stock removal. Aluminium oxide loads quickly with stainless particles and loses its cut. For initial dressing and coarse sanding, the small additional cost of zirconia or ceramic pays back through faster cutting and longer belt life.
Running belts past their useful cutting life. A worn stainless belt does not cut — it burnishes. Burnished stainless looks polished but has been heat-affected at the surface, which damages corrosion resistance.
Specifying belts by grit alone. "P120 zirconia 1300 mm × 2620 mm" is incomplete. The cloth backing weight, the joint type, and the bond chemistry all matter for stainless work, especially on production lines where heat build-up is a concern.
Motico Solutions Stainless Belt Conversion Range
Motico Solutions converts wide abrasive belts for stainless steel applications across Lebanon, GCC, and MENA. Our standard stainless belt range includes:
Zirconia alumina in P40 through P240 — for stock removal, weld levelling, coarse and intermediate sanding
Ceramic alumina in P60 through P240 — for high-volume production environments where belt life matters
Aluminium oxide in P150 through P400 — for intermediate, satin, and pre-polish stages
Cloth backings selected for stainless work, including J-weight and Y-weight options
Joint types matched to your machine — butt, lap, or angled — with attention to thermal behaviour on long stainless runs
All belts ship with documentation specifying grain, grit, backing, joint type, and batch reference, allowing consistent reorders across multiple production cycles.
For technical consultation on stainless steel belt selection — including matching grit progression to your required Ra finish — contact Motico Solutions.
Motico Solutions is Lebanon's specialist wide abrasive belt converter, serving stainless steel fabricators, food and pharmaceutical equipment manufacturers, and architectural metalwork shops across Lebanon, GCC, and MENA.
Need Expert Advice?
Our technical team is ready to help you find the right solutions for your application.
Contact Us