The Right Abrasive Belt Grit for Wood — A Guide for Furniture and Joinery Shops
You finish a kitchen door, run it through the wide belt sander one last time, and the lacquer comes out streaky. Or the veneer telegraphs every belt mark underneath the finish. Or worse — the customer rejects the batch because the surface feels rough under hand.
Almost always, the problem isn't the sander, the operator, or the finish. It's the grit on the belt.
This article is a practical guide to selecting the right abrasive belt grit for the woods and stages that furniture, kitchen, and door manufacturers work with every day. It explains how grit progression actually works on wood, why skipping steps costs more than it saves, and how the right belt joint and backing matter as much as the grit number itself.
---
How Grit Works on Wood (And Why Most Shops Use the Wrong Number)
Abrasive belt grit is measured by the size of the abrasive grain. Lower numbers mean larger grains that remove more material. Higher numbers mean finer grains that smooth what's already been levelled.
The mistake most shops make is treating grit selection as a single decision — "what grit do I use for oak?" — when it should be a sequence. Wood needs progressive sanding, and the goal at each stage is different.
Three stages cover almost every wood finishing job:
Calibrating. Bringing rough or uneven stock to a precise, flat thickness. This is heavy material removal — the grit needs to cut, not finish.
Intermediate sanding. Removing the scratches left by the calibrating belt and preparing the surface for the next stage.
Finish sanding. Producing the surface that will accept stain, lacquer, oil, or veneer. The grit here determines how the finish looks and feels.
Each stage uses a belt that's roughly twice the grit of the previous one. Skipping a stage — jumping from P60 directly to P150, for example — leaves deep scratches that the finer belt physically cannot remove. Those scratches stay hidden until the finish goes on, then they appear as streaks or telegraphing.
---
Grit Selection by Wood Species and Stage
Different woods behave very differently under abrasives. A grit that works for oak will burn maple. A grit that finishes pine will tear out softwood fibres. Here's how to match belts to the most common species.
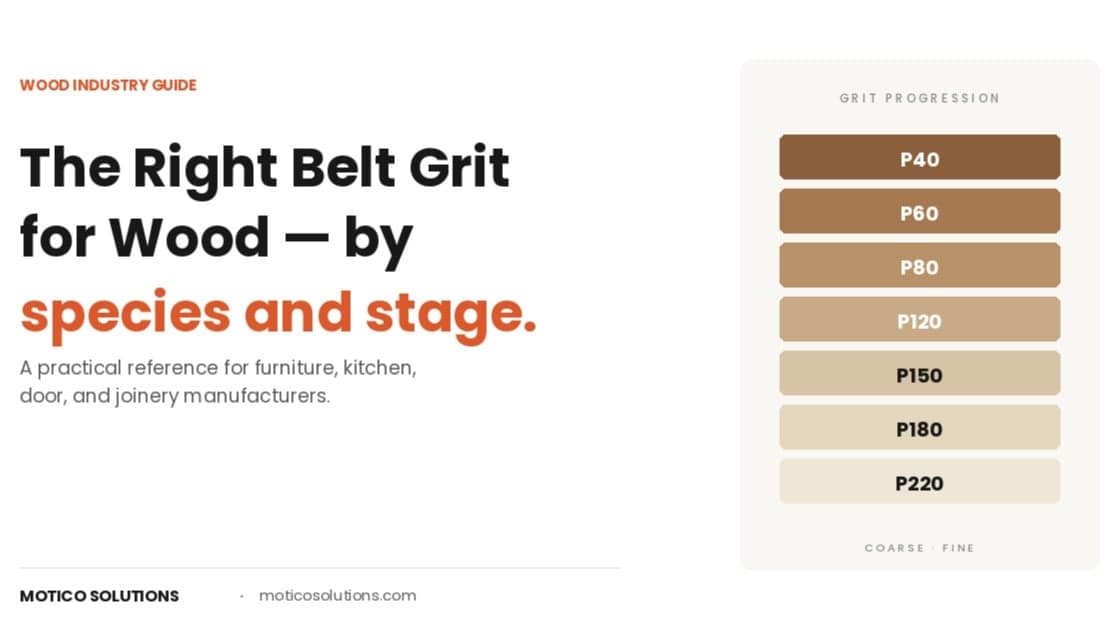
Hardwoods — Oak, Beech, Ash, Walnut
Dense, closed-grain hardwoods are the easiest woods to sand consistently. They tolerate aggressive grits and respond well to clean progression.
| Stage | Grit | Belt type |
|---|---|---|
| Calibrating | P40 – P60 | Zirconia or ceramic |
| Intermediate | P80 – P120 | Aluminium oxide |
| Finish | P150 – P180 | Aluminium oxide |
| Pre-lacquer | P220 | Aluminium oxide or silicon carbide |
Walnut and ash benefit from one extra step at P240 before staining, because their open grain can trap finer scratches.
Softwoods — Pine, Spruce, Fir
Softwoods are more challenging than they look. The fibres compress and tear rather than cut cleanly, and resin builds up on the belt much faster than with hardwoods.
| Stage | Grit | Belt type |
|---|---|---|
| Calibrating | P60 – P80 | Zirconia (cooler cut) |
| Intermediate | P100 – P120 | Aluminium oxide |
| Finish | P150 – P180 | Aluminium oxide |
Stearate-coated belts (sometimes called anti-clog or non-loading) are essential for softwoods. Resin from pine and fir will clog standard belts within minutes, ruining the surface and shortening belt life dramatically.
MDF, Particleboard, and Engineered Panels
MDF and particleboard cut differently than solid wood. The bonding resins blunt abrasive grains faster, and the consistent density means you can be more aggressive earlier in the sequence.
| Stage | Grit | Belt type |
|---|---|---|
| Calibrating | P80 – P100 | Zirconia or ceramic |
| Intermediate | P120 – P150 | Aluminium oxide |
| Finish | P180 – P220 | Aluminium oxide |
Ceramic belts are worth the higher cost on MDF because they retain their cutting edge longer than zirconia when the bonding resin attacks the abrasive.
Veneered Panels
Veneers are typically 0.5 to 0.9 mm thick. There is no margin for aggressive grits or skipped stages.
| Stage | Grit | Belt type |
|---|---|---|
| Initial | P150 – P180 | Aluminium oxide, light pressure |
| Finish | P220 – P240 | Aluminium oxide or silicon carbide |
For veneered kitchen doors and panels, never start below P150. The veneer will sand through before the belt has time to do its job. Many shops use silicon carbide for the final pass on darker veneers to avoid heat marks.
---
The Abrasive Grain Matters as Much as the Grit Number
The grit number tells you the grain size. It does not tell you what the grain is made of. Four grain types dominate wood sanding belts, each with a clear role.
Aluminium oxide is the workhorse. It's economical, available in every grit, and well suited to most intermediate and finish sanding on hardwoods, softwoods, and panels. Most wide belts in joinery shops use aluminium oxide.
Zirconia is the heavy-removal grain. It self-sharpens as it wears, which means it stays aggressive longer than aluminium oxide. Use it for calibrating belts where you need to remove significant stock, especially on hardwoods.
Ceramic is the longest-lasting grain. It cuts cooler than zirconia and resists heat build-up, which extends belt life on MDF, engineered panels, and high-production lines. The higher price per belt is often offset by 2 to 3 times the working life.
Silicon carbide is the finish-stage grain. It produces a finer scratch pattern than aluminium oxide at the same grit number, making it ideal for pre-finish belts, veneer work, and any surface where the finish will reveal abrasive marks.
A well-stocked shop carries different grains at different grit levels: zirconia at P60, aluminium oxide at P100 and P150, silicon carbide at P220.
---
Why the Belt Joint Matters
Every wide abrasive belt has a joint where the abrasive cloth is bonded end-to-end. The quality of this joint affects three things you'll notice immediately on the workpiece: streaks, vibration, and belt life.
A poor joint leaves a visible mark on the wood every full rotation of the belt. On a 2,000 mm belt running at 18 m/s, that's a streak roughly every nine seconds. The surface looks fine to the eye but shows up the moment lacquer is applied.
A well-made joint is the same thickness as the rest of the belt, perfectly butted, and bonded with the right adhesive for the abrasive type. The belt runs smooth, the surface is consistent, and the joint outlasts the abrasive coating itself.
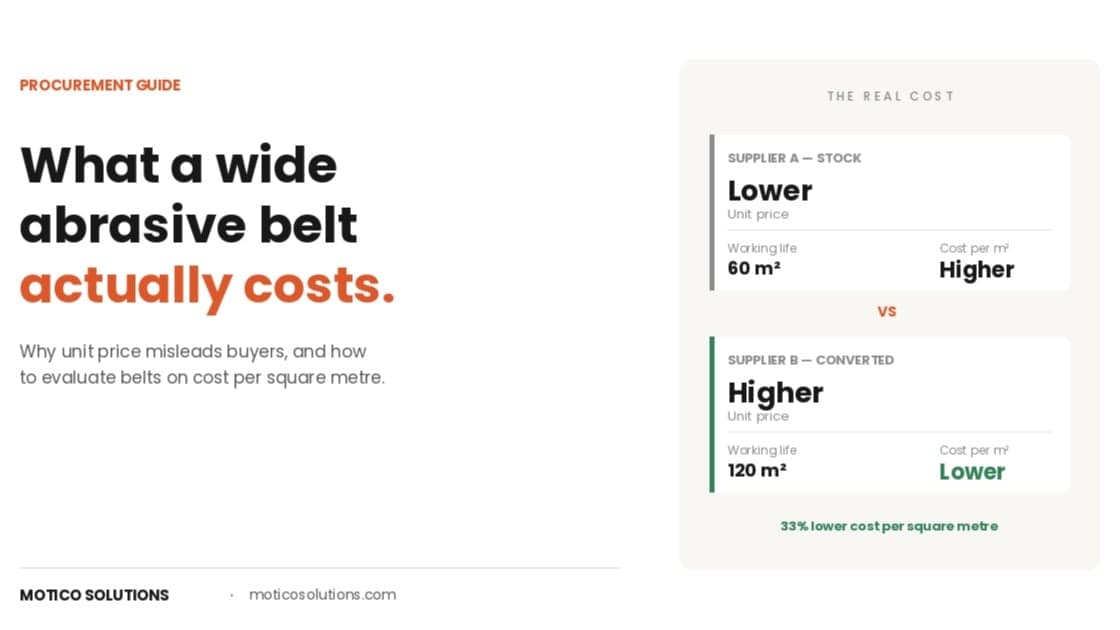
This is where the difference between a stock belt and a properly converted belt becomes visible. Stock belts are cut to common sizes with standard joints. Converted belts are made to the exact dimensions your machine requires, with the joint type matched to your application — straight or angled, depending on the workpiece and the machine speed.
For shops running non-standard machine sizes, or applications where surface quality is critical, the conversion process is the difference between a finish that passes inspection and a batch that gets rejected.
---
Common Mistakes in Wood Belt Selection
A few mistakes show up repeatedly in furniture and joinery shops:
Buying belts by price, not specification. A cheap belt that lasts half as long and produces a worse finish costs more in rework than a properly specified belt.
Using the same belt for hardwood and softwood. Resin buildup from softwood ruins the abrasive's cutting action on the next hardwood job. Dedicated belts for resinous species pay for themselves quickly.
Skipping grits to save time. Jumping from P60 to P150 leaves scratches the finer belt cannot reach. The deeper scratches reappear as soon as lacquer goes on the workpiece.
Running belts past their useful life. A worn belt burnishes the wood instead of cutting it. The surface looks polished but won't accept stain evenly. Replace belts when the cutting action slows visibly, not when the abrasive is completely gone.
Storing belts in the wrong conditions. Wide belts should hang vertically in a controlled environment. Belts stored flat or in humid conditions deform and produce vibration in use.
---
How Motico Solutions Approaches Wide Belt Supply
Motico Solutions is a wide abrasive belt converter, not just a reseller. We produce belts to the exact width, length, and joint specification your machines require, in zirconia, ceramic, aluminium oxide, and silicon carbide.
This matters when:
- Your machine is a non-standard size and stock belts don't fit
- You need a specific grit-and-grain combination that isn't off the shelf
- Your surface quality standards require a higher joint specification than standard belts provide
- You want to consolidate belt supply across multiple machines and stages
For technical advice on belt selection, or to discuss conversion requirements for your machines, contact Motico Solutions.
---
Motico Solutions is Lebanon's specialist supplier of industrial surface finishing tools and abrasives, including wide abrasive belt conversion for the wood and metal industries.
Need Expert Advice?
Our technical team is ready to help you find the right solutions for your application.
Contact Us